





目前大功率SiC IGBT器件常用高熔點的高鉛焊料作為固晶材料,為保證功率器件的長期使用,需研究溫度沖擊條件下高鉛焊點的疲勞可靠性,并探究其失效機理。下面,我們使用冷熱氣流沖擊試驗儀,探究SiC芯片和基板的固晶材料的溫度沖擊對疲勞失效的影響。
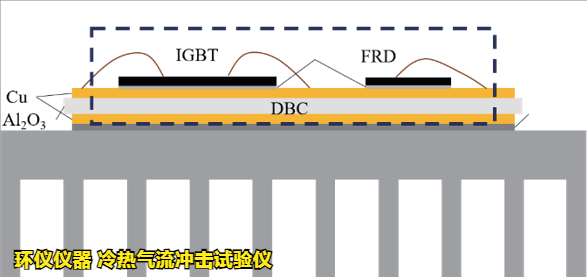
IGBT器件熱沖擊失效分析:
試驗設備:環儀儀器 冷熱氣流沖擊試驗儀

試驗材料:SiC芯片、DBC基板和高鉛焊料
1.SiC晶片在藍膜上被切割成5 mm×5 mm芯片,背面鍍層為Ti/Ni/Ag,厚度分別為:0.1 μm、0.3 μm和0.4 μm。
2.DBC基板尺寸為30 mm×15 mm×0.9 mm,中間陶瓷層的厚度為0.5 mm,雙面敷銅層的厚度為0.2 mm。
試驗過程:
1.使用冷熱氣流沖擊試驗儀對樣品進行不同次數的溫度沖擊試驗,選取JEDEC中的溫度沖擊條件:高溫150 ℃保持15 min,低溫-65 ℃保持15 min。
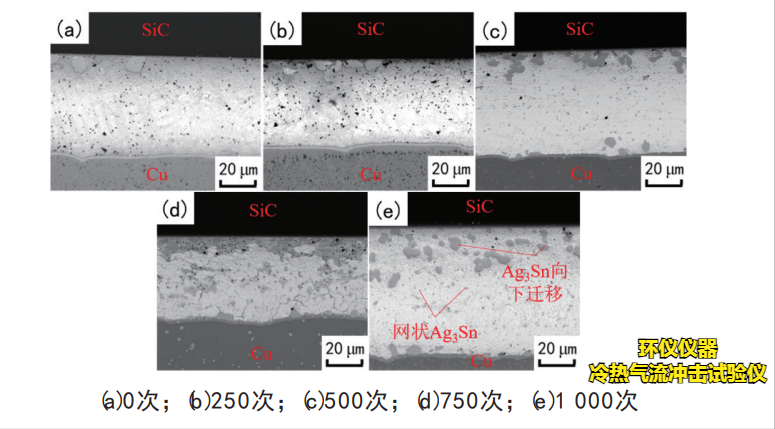
2.將焊接好的樣品分別進行0次、250次、500次、750次和1 000次溫度沖擊。在溫度沖擊后,使用環氧樹脂將樣品鑲嵌,并用砂紙和拋光劑對樣品的厚度方向截面進行打磨和拋光,然后使用掃描電子顯微鏡(SEM)觀察焊點的縱向截面,并用能譜儀(EDS)分析焊料層中的物質成分。
3.每組經歷過不同次數溫度沖擊的樣品中,取三個使用推力儀進行推力試驗,得到的推力大小取平均值作為該次數溫度沖擊后焊點的剪切強度。推力試驗中推刀高度為80 μm,推刀移動速度100 μm/s。
試驗結果:
下圖為溫度沖擊后焊點的縱向截面組織與形貌。
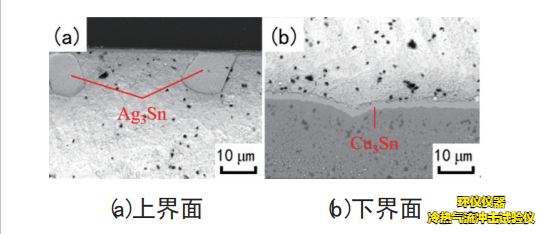
在溫沖前焊點中,芯片和焊點的上界面會生成塊狀的IMC其放大圖像和成分組成下圖(a)所示,其為Ag3Sn而下層為連續的扇貝狀Cu3Sn,如下圖(b)所示。
1.溫度沖擊后,焊點剪切截面的部分斷裂區域會從芯片鍍層變化到Cu3Sn界面;由于Ag和Sn在焊點內部生成Ag3Sn,導致焊點基體變脆,在750次溫度沖擊后,焊料基體斷裂形式由韌性斷裂向脆性斷裂轉變,焊點剪切強度迅速降低。
2.溫度沖擊會導致焊料層在熱失配的作用下受到較大的熱應力,并且在焊料層的上界面邊角處出現了應力、應變和應變能集中;焊料層上界面不均勻分布的塊狀Ag3Sn會進一步導致界面邊角位置的應力變得復雜與集中,最終在界面處的Ag3Sn中萌生裂紋。
如需了解更多冷熱氣流沖擊試驗儀的試驗研究,可以咨詢環儀儀器相關技術人員。


